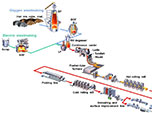
, как правило, представляет собой форму твердого металла между слитком и заготовкой полуфабриката, близкого к квадрату.поперечное сечение слитков , как правило, больше 225 кв. См, длина около 8 - 12 м.на сталеплавильном заводе он разлагается на готовые изделия, такие как пруток, бимс и шпунт.на ранней стадии сталеплавильной фабрики слиток изготавливался из слитка (известного как чугун с шаровой чернилами), но на современных сталелитейных заводах он был изготовлен из непрерывного литья;
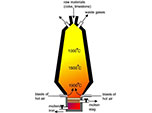
для стальных заготовок иногда остается горячим, доходит до толстолистового стана и заготовки в трамвае, а затем вертикально помещается на специальный кран в колодце под полом.заготовки представляют собой прямоугольную газовую камеру на глубине около 5 метров, из которых 4 - 8 слитков одновременно нагреваются до примерно 1250°C (2300°F).высота нагрева нагревательных печей компьютеризирована и может быть использована для планирования, темп выгорания, время нагрева (продолжительность 8 - 18 часов) и программы прокатки.После нагрева
конвейер переносит слиток горячей стали в два валка обратимого прокатного стана, который проходит снова и снова, каждый раз, когда слиток проходит, вращает валки и рольганг.так как каждый проход сокращает только квадратную заготовку примерно на 50 мм, то может потребоваться 21 раз, включая несколько краевых отверстий, и заготовки стоят на их краю, чтобы получить заготовку 150 мм х 150 мм.
 Industrial Co., Ltd.")
 English
English 中文
中文 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt Türkçe
Türkçe ไทย
ไทย فارسی
فارسی română
română